在机械传动系统中,齿轮轴作为核心部件,承担着传递动力和运动的重要作用。长期运行过程中,齿轮轴会因磨损、腐蚀、疲劳等问题导致性能下降甚至失效,若直接更换新的齿轮轴,不仅成本高昂,还可能造成设备停机时间延长,影响生产效率。而激光熔覆修复加工技术的出现,为齿轮轴的修复提供了一种高效、经济且性能优良的解决方案。
一、齿轮轴激光熔覆修复加工流程
1、前期准备
在对齿轮轴进行激光熔覆修复之前,首先要对其进行全面的检测与评估。通过超声波探伤、磁粉探伤等无损检测技术,准确判断齿轮轴表面的损伤类型、损伤程度以及内部是否存在裂纹等缺陷。同时,测量齿轮轴的关键尺寸参数,如轴颈直径、齿轮模数、齿形等,为后续修复方案的制定提供依据。
根据检测结果,选择合适的合金粉末作为熔覆材料。合金粉末的选择需要综合考虑齿轮轴的工作条件、性能要求等因素。例如,对于在高磨损环境下工作的齿轮轴,可选用碳化钨基合金粉末,其具有极高的硬度和耐磨性;对于在腐蚀环境中使用的齿轮轴,则可选择镍基合金粉末,它具有良好的耐腐蚀性。
将齿轮轴表面进行彻底的清理和预处理是保证熔覆质量的关键步骤。首先,采用喷砂、打磨等方法去除齿轮轴表面的油污、锈迹、氧化皮等杂质,使表面露出新鲜的金属基体。然后,对齿轮轴表面进行粗化处理,如采用喷砂处理,使表面形成一定的粗糙度,以增加熔覆层与基体之间的结合力。
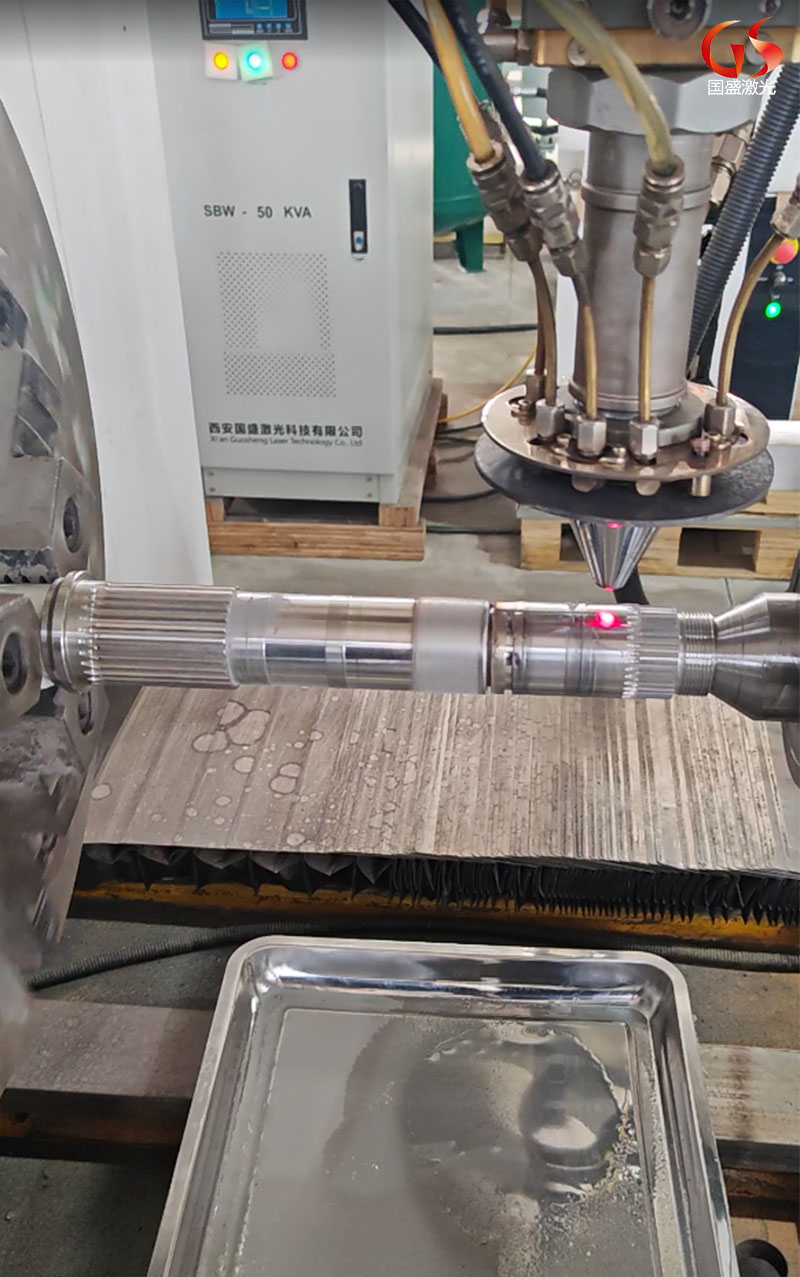
2、激光熔覆操作
根据齿轮轴的结构特点和修复要求,选择合适的激光熔覆设备和工艺参数。激光熔覆设备主要包括激光器、送粉系统、工作台、控制系统等。激光器的功率、光斑直径、扫描速度,送粉系统的送粉速率等参数都会对熔覆层的质量产生重要影响。
在激光熔覆过程中,将预先制备好的合金粉末通过送粉系统均匀地输送到激光束作用区域,激光束照射在合金粉末和齿轮轴基体表面,使合金粉末和基体表面薄层迅速熔化。同时,工作台带动齿轮轴按照预定的轨迹运动,使激光束在齿轮轴表面进行扫描,实现熔覆层的逐层堆积,最终形成所需的修复层。
3、后处理
激光熔覆完成后,由于熔覆层表面存在一定的粗糙度,且内部可能存在残余应力,因此需要对齿轮轴进行后处理。首先,对熔覆层表面进行机械加工,如车削、磨削等,使其尺寸精度和表面粗糙度达到设计要求。然后,采用去应力退火等热处理工艺,消除熔覆层内部的残余应力,改善熔覆层的组织性能,提高齿轮轴的疲劳强度和使用寿命。
二、齿轮轴激光熔覆修复五大工艺核心优势
1、损伤评估与预处理
需通过磁粉探伤、三维扫描等手段确认裂纹深度(通常需控制在轴径15%以内)。对渗碳层完好的齿轮轴,采用喷砂+清洗的复合处理;存在疲劳裂纹的需先进行激光清洗去除氧化层,再通过窄间隙激光焊补裂纹。
2、材料体系设计
针对不同工况匹配粉末材料:风电齿轮轴推荐FeCrNiMoB系粉末(耐微动磨损);轧机齿轮轴适用WC增强镍基复合材料(抗冲击磨损);某船舶传动轴案例中,采用梯度材料设计,使服役寿命提升至新轴的2.3倍。
3、熔覆路径规划
齿面修复需采用六轴机器人配合三维动态聚焦镜,沿齿廓法向进行螺旋扫描。某进口采煤机齿轮轴的修复实践表明,采用复合路径,可使齿形误差控制在0.05mm/m以内。
4、在线监测与质量控制
集成红外热像仪和CCD视觉系统,实时反馈熔道形貌。某核电齿轮轴项目通过PLD在线检测技术,将气孔率控制在0.3‰以下。
5、后处理工艺
熔覆后立即进行去应力退火,齿面采用超声滚压强化,可使残余应力降低60%,疲劳寿命提升4-8倍。